























































Dikiş hatasının kabul edilebilir bir sonuç olmadığı markalar için bu iki durum arasındaki farkın biraz detaylı olarak anlaşılması gerekir.
27.12 MHz Standardı: RF Kaynağı Neden Farklı Şekilde Isınır?
RF kaynağı ile geleneksel termal birleştirme arasındaki temel ayrım sadece verimlilik değil, aynı zamanda ısının malzeme içinde ilerleyiş yönüdür.
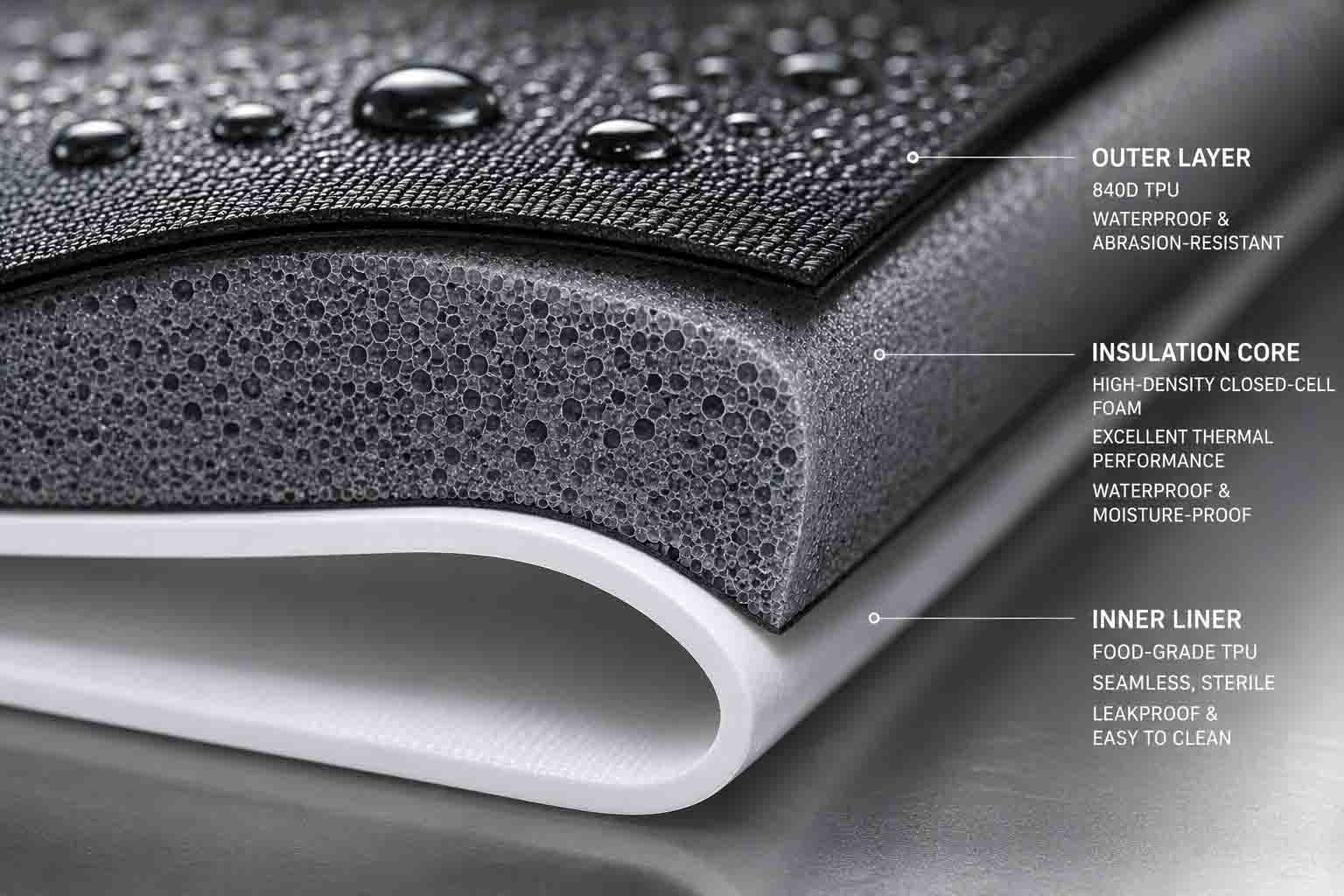
Geleneksel yöntemler (sıcak çubuklar, ısıtılmış plakalar, ısı tabancaları) malzeme yüzeyine enerji uygular ve iç kısmı bağlanma sıcaklığına getirmek için iletime dayanır. İnce filmler için bu yeterince işe yarar. Birinci sınıf su geçirmez giysilerde kullanılan kalın, yoğun TPU laminat kumaşlar için bu pratik bir sorun yaratır: iç arayüzün füzyon sıcaklığına getirilmesi, önce dış katmanın kavrulması veya deforme olması riskini almak için yeterli yüzey bekleme süresi gerektirir. Malzeme kalınlığı arttıkça "yetersiz" ile "çok fazla" arasındaki pencere daralır.
RF kaynağı, ısıyı içeriye doğru iletmek yerine malzemenin içinden üreterek bunu atlar. Profesyonel RF kaynak ekipmanı, bu endüstriyel ekipman sınıfı için ayrılmış belirlenmiş ISM (endüstriyel, bilimsel ve tıbbi) radyo frekans bandı olan 27,12 MHz'de çalışır. Bu frekansta, alternatif elektromanyetik alan, TPU içindeki polar moleküllerin her salınımda yeniden hizalanmaya çalışmasına neden olur: saniyede yaklaşık 27 milyon kez. Bunun ürettiği moleküler sürtünme, yüzeyden iç ısı iletimine bağlı olmaksızın, füzyonun gerçekleşmesi gereken arayüzde, kaynak bölgesi boyunca eşit şekilde ısı üretir.
Eş zamanlı olarak uygulanan pnömatik basınç altında birleştirme arayüzündeki malzeme füzyon sıcaklığına ulaşır ve katmanlar moleküler düzeyde birleşir. Alan kaldırıldığında ve malzeme sürekli basınç altında soğuduğunda, iki panel arasındaki orijinal sınır artık yapısal olarak mevcut değildir; kaynak bölgesi tek bir sürekli malzeme parçası haline gelmiştir. Tahribatlı çekme testinde bu bölge tipik olarak çevredeki temel kumaşın arıza noktasının ötesinde kalır. Bu sonuç, uygun şekilde yürütülen bir RF kaynağı için pratik referans noktasıdır.
840D Yüksek Mukavemetli TPU Kaynak: Daha Dar Bir Hata Marjı
RF kaynağı, PVC, PET, EVA ve çeşitli PU kaplı kumaşlar gibi çeşitli uyumlu termoplastiklerde çalışır. Yük altında sürekli aşınma direnci ve yapısal bütünlük gerektiren ağır hizmet tipi dış mekan uygulamaları için 840 denye yüksek mukavemetli TPU referans malzemesidir. Aynı zamanda proses kalibrasyonuna en çok talep getiren de budur.
Daha yüksek denye, kaynak bölgesinde daha fazla malzeme kütlesi anlamına gelir ve bu da füzyon sıcaklığına getirmek için daha fazla elektromanyetik enerji gerektirir. Buradaki zorluk, bunun yalnızca gücü artırmak anlamına gelmemesidir. Yetersiz enerji (tamamlanmamış füzyon, sızıntıya eğilimli kaynak) ile aşırı enerji (malzemenin kavrulması, su geçirmez bariyerin bozulması) arasındaki aralık olan çalışma penceresi, kumaş ağırlığı arttıkça daralır. 420D TPU'da temiz çalışan bir güç ayarı, aynı döngü süresinde 840D'de soğuk noktalar oluşturabilirken, 840D için kalibre edilmiş bir ayar aynı üründeki daha ince malzemeleri yakabilir.
Bunu yönetmek, malzemeye özel kalibrasyon gerektirir. 840D TPU bir üretim hattına girdiğinde (ister yeni bir ürün tanıtımı ister aynı tedarikçiden yeni bir malzeme partisi olsun), RF güç çıkışı, pres basıncı ve döngü zamanlamasının o spesifik malzemeye göre doğrulanması gerekir: denye, TPU kaplama ağırlığı ve formülasyon. Bu parametreler, her üretim çalışmasının başlangıcında doğrulanan, belgelenmiş bir SOP'ye aittir. Tüm kumaş ağırlıklarında tek tip ayarlar uygulayan bir tesis, kapasite nasıl tanımlanırsa tanımlansın, bu işi yapmıyor.
Üretim Tutarlılığını Belirleyen Üç Süreç Değişkeni
Basınç testini geçen bir prototip, doğru kaynağın elde edilebileceğini ortaya koyar. Tutarlı üretim, hacim genelinde tekrarlanabilir olup olmadığını belirleyen değişkenlerin kontrol edilmesini gerektirir.
Kalıp İşleme Hassasiyeti
Malzemeyle temas eden ve kaynak geometrisini tanımlayan şekilli elektrot olan kaynak kalıbı, özel dikiş modelinin gerektirdiği boyutlarda pirinç veya alüminyumdan işlenir. Bu takımlamada boyutsal doğruluk ikincil bir konu değildir. Düzensiz bir kalıp yüzeyi, kaynak bölgesi boyunca eşit olmayan bir basınç dağılımı oluşturur ve bu da eşit olmayan iç ısınmaya neden olur: malzemenin tam füzyon sıcaklığına ulaşmadığı soğuk noktalar ve aşırı ısındığı sıcak noktalar. Soğuk noktalar sızıntı başlangıç noktaları haline gelir. Sıcak noktalar, uzun vadeli dikiş bütünlüğünü tehlikeye atan malzeme incelmesi alanları haline gelir.
Kalıp aşınması üretim hacmi üzerinde aynı etkiye sahiptir. Bir üretim kampanyasının başlangıcında tolerans dahilinde olan temas yüzeyleri yavaş yavaş tolerans dışına çıkıyor. Sorumlu RF kaynak işlemleri, kalıp durumunu izler ve aşınma kaynak kalitesini etkilemeden önce takımları değiştirir veya yeniden kalibre eder; QC testleri yüksek arıza oranları göstermeye başladıktan sonra değil.
Basınç Uygulaması: İki Faz, İki Farklı Fonksiyon
RF kaynağında pnömatik basınç, aktif kaynak aşaması ve bunu takip eden soğutma aşaması sırasında farklı işlevlere hizmet eder ve her ikisi de önemlidir.
Aktif RF fazı sırasında basınç, kaynak arayüzündeki malzeme katmanları arasında yakın temas sağlayarak TPU füzyon sıcaklığına ulaştığında moleküler karışmayı mümkün kılar. RF enerjisi çıkarıldıktan sonraki soğutma aşamasında, polimer zincirleri katılaşırken basınç kaynaşmış bölgeyi yerinde tutar. Kaynak bölgesi yeterince soğumadan önce basıncın serbest bırakılması, hala yumuşak olan malzemenin deforme olmasına olanak tanır; bu da daha zayıf bir bağ ve kaynak bölgesi kenarlarında kullanım sırasında stres yoğunlaşma noktaları haline gelen boyutsal tutarsızlıklar üretir.
Basıncın zamanından önce serbest bırakılması, yüksek hacimli RF kaynağında en yaygın süreç kısayolları arasında yer alır; burada çevrim süresi basıncı, bir sonraki parçaya hızlı bir şekilde geçmek için operasyonel teşvik oluşturur. Ortaya çıkan kaynaklar sıklıkla görsel incelemeden ve başlangıçtaki düşük basınç testinden geçer, ardından sürekli yük ve sahada tekrarlanan esnek döngü altında yüksek arıza oranları gösterir.
Döngü Zamanlaması
Tam bir RF kaynak döngüsü üç aşamadan oluşur: ön baskı (RF aktivasyonundan önce uygulanan basınç, malzemenin kalıba doğru şekilde yerleşmesini sağlar), aktif kaynak (RF enerjisi açık, moleküler ısınma ve füzyon meydana gelir) ve basınç altında soğutma (RF kapalı, kaynak bölgesinin katılaşması). Her fazın, kullanılan malzeme kalınlığına, kaplama ağırlığına ve kalıp geometrisine özel bir optimal süresi vardır.
Bu zamanlamalar materyaller arasında aktarılmaz. Belirli bir TPU spesifikasyonu için geliştirilen bir döngü, daha ağır kumaşların az kaynaklanması ve aynı ürünün başka bir yerinde kullanılan daha hafif malzemenin aşırı kaynaklanması riskini doğuracaktır. Üretim çalışmaları arasında malzeme özellikleri değiştiğinde (farklı denye, farklı kaplama ağırlıkları, farklı tedarikçi partileri) döngü parametrelerinin süreklilik varsayımı değil, yeniden doğrulaması gerekir.
1,0 Bar Hidrostatik Basınç Testi: Aslında Neyi Doğruluyor
Görsel dikiş incelemesi yüzey seviyesindeki kusurları tanımlar: görünür yanık izleri, kaynak kapsamındaki belirgin boşluklar, büyük boyutsal bozulma. Yetersiz kaynaşmış iç bölgeleri, kaynak arayüzündeki mikro boşlukları veya ortam koşulları altında tutulan ancak yük altında açılan soğuk noktaları tanımlamaz. Herhangi bir basınç derecelendirmesi iddiası bulunan su geçirmez ürünler için görsel inceleme tavan değil, zemindir.
1,0 Bar hidrostatik basınç testi, ciddi RF kaynaklı dış mekan ürünleri için doğrulama standardıdır. Bir Bar, 10 metrelik bir su sütununun hidrostatik basıncına karşılık gelir; bu, çoğu dış mekan ürününün saha kullanımında karşılaşacağı suya batma koşullarının önemli ölçüde ötesindedir; bu da onu anlamlı bir üretim yeterlilik testi yapan şeydir.

Prosedür: tamamlanan ürünler 1,0 Bar iç basınca kadar şişirilir ve belirli bir süre boyunca suya batırılır veya basınç altında tutulur. Geçiş koşulu herhangi bir dikişten, kaynak bölgesinden veya kapatma noktasından sıfır mikro kabarcık emisyonudur. Tek bir kabarcık, ölçekten bağımsız olarak saha kullanımında suyun içeri girmesine izin verecek bir sızıntı yolunu gösterir. Bu test seviyesinde kabul edilebilir bir kısmi geçiş yoktur.
Testin doğruladığı şey, belirli bir ünitenin test anında baskıyı sürdürüp sürdürmediğinin ötesine geçer. 1,0 Bar'ı geçen bir ürün, her kaynak bölgesinde tam moleküler füzyonu, tüm dikiş geometrisi boyunca doğru kalıp temasını ve basınç tahliyesinden önce yeterli soğutmayı doğruladı. Bir üretim çalışması boyunca tutarlı geçiş oranları, olumlu eğilim gösteren bireysel birim varyasyonunun değil, süreç kontrolünün kanıtıdır.
Test sıklığı, testin ciddiyeti kadar önemlidir. Kritik dikiş ürünleri üzerinde birim başına testler, tam bir üretim kapsamı sağlar ve bireysel arızaları sevk edilmeden önce yakalar. Toplu örnekleme, daha düşük maliyetle istatistiksel güven sağlar ancak bireysel hataların geçmesine izin verir. Uygun protokol, tek bir ünite saha arızasının alt akış maliyetine bağlıdır; bir sızıntının garanti talebi oluşturduğu ve potansiyel marka teşhirine yol açtığı ürünler için, birim başına test yapılması rasyonel konumdur.
RF Kaynak Yeteneğinin Değerlendirilmesi: Proses Olgunluğunu Ayırtan Sorular
RF kaynaklı su geçirmez ürünlerde sızıntının önlenmesi bir üretim iddiası değil, bir mühendislik sonucudur. Süreç değişkenleri bilinmektedir, kontrol yöntemleri oluşturulmuştur ve sonucu doğrulayan test protokolü iyi tanımlanmıştır. Bu alanda gerçek yeteneğe sahip bir üretici, operasyonlarını bu özel terimlerle tanımlayacaktır.
Tedarikçi değerlendirmesi sırasında sorulmaya değer sorular somuttur:
RF güç ayarları ve döngü süreleri malzeme spesifikasyonuna göre nasıl belgeleniyor ve malzeme grupları değiştiğinde yeniden doğrulamayı ne tetikliyor?
Kalıp durumu nasıl izlenir ve takımlar hangi eşik değerinde değiştirilir?
Hidrostatik test birim başına mı yoksa toplu numune alma yoluyla mı yapılıyor ve hangi basınçta?
Karşılaştırılabilir ürünlerin son üretim süreçlerine ait test kayıtlarını sağlayabiliyorlar mı?
Bu değişkenleri fiilen kontrol eden bir tesis için bunlar zor sorular değil. RF kaynak ekipmanını arkasında süreç disiplini olmadan çalıştıran bir tesis için bunlar çok zor sorulardır. Cevaplar size hangi durumda olduğunuzu söyler.